JSCASTの導入による押湯ネックダウン中子による生産性向上
有限会社山崎鋳造(以下、山崎鋳造)は1960年に静岡県菊川市で創業を開始しました。
工作機械、建設機械、ポンプ部品、楽器部品をはじめとした様々な分野の製品に対応しており、ねずみ鋳鉄・球状黒鉛鋳鉄の小物鋳鉄を中心に、小ロット多品種品から量産品まで幅広いニーズにお応えしています。
山崎鋳造では厚肉の球状黒鉛鋳鉄の歩留り率の向上、押湯除去の作業性改善を行うための方案検討にシミュレーション活用を考えてきました。
生型における押湯方案の場合には鋳型壁の移動を考慮する必要があります。つまり、鋳型強度の弱い生型では凝固時の収縮分に加えて鋳型壁の移動による溶湯補給量の増加分を考慮し、確実な溶湯補給のための押湯設計が必要となります。また、押湯設計はモジュラスの考えに基づいて行われ、これを無視して作業性を重視し押湯ネックを小さくすることや、鋳造歩留りの削減のために押湯を小さくすることは出来ません。
これらの計算、予測はJSCASTで容易に行うことができ、方案の改善検討が試作レスで行えると考えて導入を決めました。
山崎鋳造では特に厚肉の球状黒鉛鋳鉄の押湯除去に労力を費やしてきました。厚肉の球状黒鉛鋳鉄では押湯だけでなく押湯ネックも大きくなるため、押湯除去に切断等が必要となりますがこの作業は容易ではありません。解枠後に専任の作業者が押湯を除去し、ショット掛けを行うため「押湯除去」が1つの工程となっていました。
そこで工程の1つとなってしまった切断工程を省力化しようと押湯ネックダウン中子の開発に取り組みました。まずは社内でも問題の多かった製品A(FCD450)で炭酸ガス型のネックダウン中子を使用しテストを行いました。
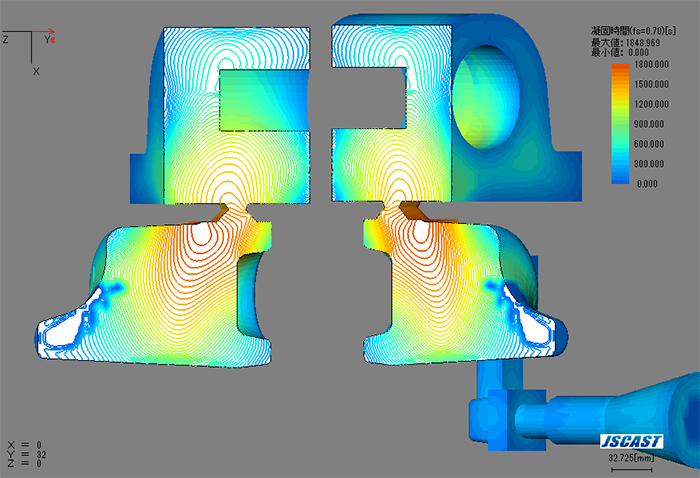
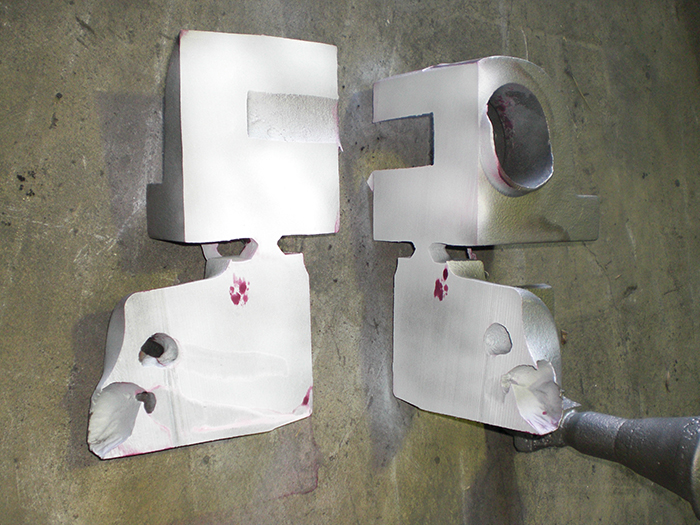
押湯ネックをどこまで小さく出来るかはJSCASTを使用し検討を行いました。その結果(図1)となりました。炭酸ガス型のネックダウン中子の開口部を従来の1/3にしても最終凝固部が製品Aの外部に移動するというシミュレーション結果を得る事が出来ました。この結果に基づいて鋳造したところ、鋳造欠陥はなく、作業性についても押湯ネック断面が1/3となったため1~2回のハンマーの打撃で押湯が除去できます。引け巣について切断後PT試験を実施したところ、製品部分には引け巣なく最終凝固部はシミュレーション結果とほぼ一致しました。(写真1)
- 拡大
- 図1
- 拡大
- 写真1
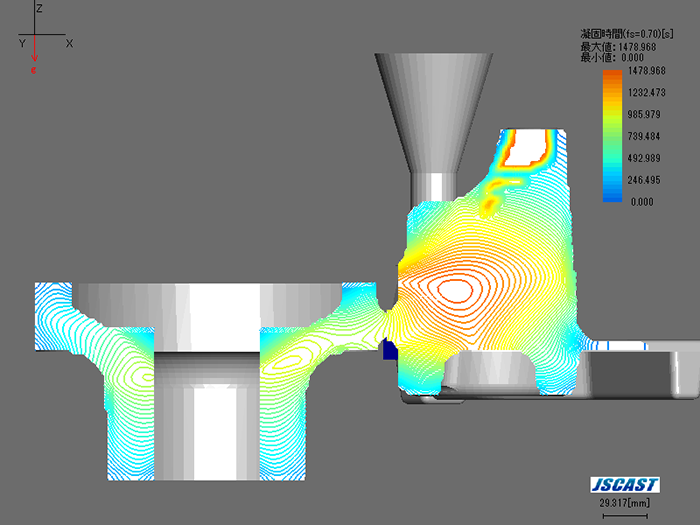
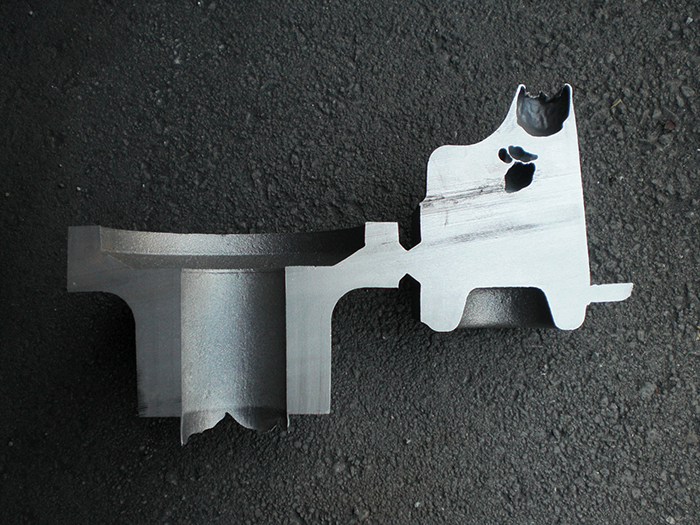
他にも丸型形状に合わせて製造したネックダウン中子を用いた製品(FCD450)についても、JSCASTによるシミュレーションと鋳造テストを行ったところ、良好な結果が得られました。(図2、写真2)。
- 拡大
- 図2
- 拡大
- 写真2
今回の押湯ネックを開発したことで目標であった切断工程の削減に成功しました。切断工程の削減によりリードタイム短縮も可能となったほか、作業者の負担軽減、不良率の低下という効果も同時に得ることが出来ました。
この開発ではJSCASTを使用することで試作回数が低減でき、試作費用・型改造費を低コストに抑えることが出来ました。また、JSCAST上では思い切ったアイディアをトライ出来ることが大きなメリットだと感じました。

|
|
|
会社名 |
有限会社山崎鋳造 |
|
所在地 |
東京都江東区辰巳1-1-20 日本空手道会館 |
|
創業 |
昭和35年(1960年)9月 |
|
資本金 |
3,000,000円 |
|
事業内容 |
銑鉄鋳物製造業 |
鋳造プロセスにおいて、溶けた金属の湯流れ、および凝固のシミュレーションのためのパッケージソフトです。
JSCAST
鋳造プロセスにおいて、溶けた金属の湯流れ、および凝固のシミュレーションのためのパッケージソフトです。
掲載日:2016年03月24日
JSCASTカタログのダウンロード